近期相信大家都對“河南坤威談談,皮帶機主要特點有哪些?”這個話題比較感興趣,要想知道這個話題答案,那么我們首先要了解一些與之相關的內容,坤威機械的小編精心整理了該話題的相關內容,那么下面就讓坤威機械的小編帶大家一起了解一下吧!
河南坤威為您介紹以下內容:
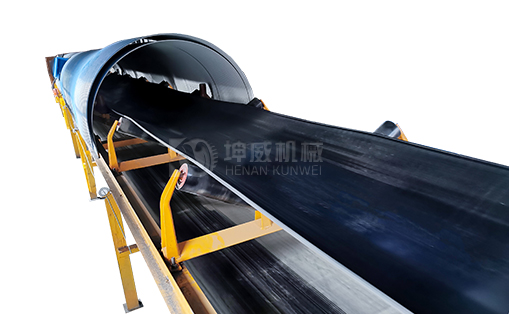
托輥組分平型式和槽型式兩種,一般情況下托輥組與組之間的距離不能太遠,根據實踐情況而定,托輥組的中心線應與運送機架的中心線垂直,視點的過失不能大,盡可能做垂直。槽型
皮帶運送機托輥組的平托輥要平,斜托輥的斜度要一起,不然試機時皮帶簡略跑偏。為處理作業后的跑偏,托輥支架兩端的設備孔加工成長孔,使托輥組可移動,就簡略調整了。
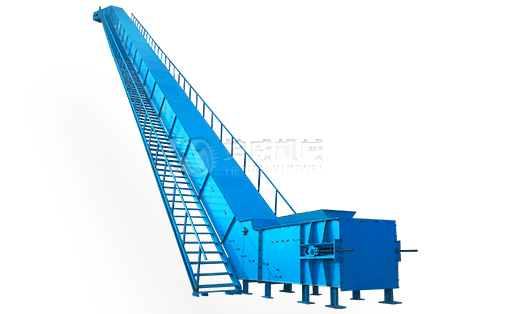
皮帶機頭部和尾部滾筒的設備,頭部一 般設備驅動滾筒,尾部設備被逼滾筒,驅動滾筒和被逼滾筒的軸中心線應與運送機機架的中心線垂直。
設備時將頭部滾筒和尾部滾筒的軸承座的固定孔相對應的機架上的固定孔做成長型跑道孔,以便設備后調整,假定皮帶兩端的松緊度不一致,導致運送帶向緊的一側移動跑偏,呈現這種情況,能夠經過調整頭尾部滾筒的軸承座的前后方位來處理。運送帶的接口要平直。一般運送帶的接口方法有兩種:①是膠粘 法;②是釘皮帶扣法。要求運送帶接口兩端要齊,切斷線和皮帶中心線要垂直咱們用釘皮帶扣機釘皮帶時,因為皮帶寬,分二、三次才調釘完一個接口,導致沒釘直,效果設備后呈現皮帶跑偏,更大跑偏處在接 口處接口作業到什么地方跑偏就發生在什么地方。從頭再釘好皮帶扣后這個問題就處理了。
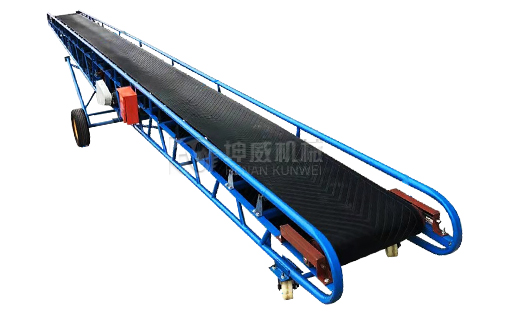
皮帶運送機在建材等作業是一種志趣的運輸設備,所以被廣泛選用,但因為它的作業環境惡劣,呈現皮帶跑偏的原 因就相對比較多,因此需求咱們在日常作業中,要常常查看,發現問題及時處理,不斷總結經驗,把握發生缺點的原因和規矩,找出相應的處理計劃,為企業正常出產和翻開作出更大的奉獻。
托輥組分平型式和槽型式兩種,一般情況下托輥組與組之間的距離不能太遠,根據實踐情況而定,托輥組的中心線應與運送機架的中心線垂直,視點的過失不能大,盡可能做垂直。槽型
皮帶運送機托輥組的平托輥要平,斜托輥的斜度要一起,不然試機時皮帶簡略跑偏。為處理作業后的跑偏,托輥支架兩端的設備孔加工成長孔,使托輥組可移動,就簡略調整了。
皮帶機頭部和尾部滾筒的設備,頭部一 般設備驅動滾筒,尾部設備被逼滾筒,驅動滾筒和被逼滾筒的軸中心線應與運送機機架的中心線垂直。