24小時咨詢熱線:
18836269550
近期相信大家都對“大傾角皮帶輸送機安裝施工要點分析”這個話題比較感興趣,要想知道這個話題答案,那么我們首先要了解一些與之相關的內容,坤威機械的小編精心整理了該話題的相關內容,那么下面就讓坤威機械的小編帶大家一起了解一下吧!
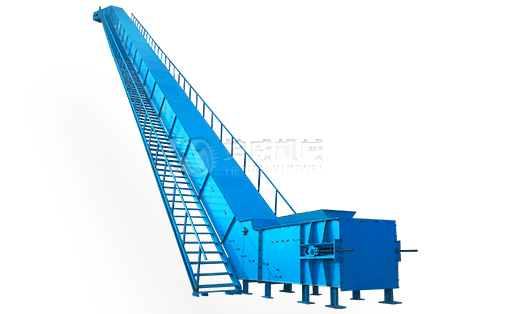
大傾角皮帶輸送機的安裝關鍵點有三項:設備的安裝順序(不恰當的安裝順序將造成返工);上、下彎段中心線必須與整機中心線重合(忽視此點將造成皮帶嚴重跑偏難以調整);波狀擋邊皮帶敷設與固定(由于此種皮帶為環形,且有擋邊及橫隔板,不像普通皮帶成卷容易運輸,一般折疊成長方形到貨,給敷設造成困難)。
波狀大傾角皮帶輸送機敷設是整個安裝工程的關鍵工序之一,普通皮帶敷設通常采用將整卷皮帶放到機頭處,皮帶中心插入一圓管,然后用倒鏈吊起,隨著皮帶滾動由高到低進行敷設,省時又省力;可波狀擋邊大傾角皮帶不行,它折疊成長方形,形狀又長又高,不具備整卷皮帶滾動的特性,加之波狀擋邊大傾角皮帶外表有擋邊和隔板,不利于滑動,因此敷設大傾角皮帶難度更大。所以選擇合理、先進的安裝順序,是保證安全、降低成本,提高皮帶敷設質量和工作效率,縮短工期的重要保證。
2、大傾角皮帶輸送機施工順序優化
長期以來,大傾角皮帶輸送機安裝延用傳統帶式機的安裝順序,先安裝機頭、機尾,后安裝機身,等上下托輥架及托輥安裝完畢后再進行皮帶敷設。我們根據設備結構及現場實際情況進行分析,決定機頭先找正固定,機身和機尾暫不安裝;然后進行膠帶敷設,再將機頭滾筒穿過皮帶進行安裝固定,最后進行機身及機尾的安裝順序。固定皮帶時遵循先兩頭(機頭、機尾滾筒),后中問的順序(凹弧壓帶輪及上平托輥等)
3、大傾角皮帶輸送機施工步驟
3.1依照圖紙查看設備數量與質量。
3.2按圖找出整機中心線和頭、尾輪中心線的十字線。
3.2.1對基礎外觀檢查:主要檢查基礎表面有無蜂窩、麻面、裂縫、裸筋等質量缺陷,特別是布置墊鐵位置的基礎表面不應有外露鋼筋,更不能用砂漿抹面,用5kg重的手錘敲擊基礎,檢查密實度,不得有空洞聲音。
3.3安裝頭架。以整機中心線及頭輪十字線固定頭架(焊接固定牢)
3.4敷設環形擋邊膠帶。
3.5以頭、尾架中心線為基準,從機頭依次安裝中間架支腿、中問架、尾架(其中尾架不得固定牢,點焊即可),上、下彎段的安裝必須確保上下段中心線與整機中心線重合,否則會造成波狀擋邊輸送帶跑偏。
3.6安裝回程托輥和凸弧壓帶輪,其余托輥及滾筒暫不安裝,然后松倒鏈將皮帶落至架子上。
3.7安裝上平托輥、拉緊滾筒(套過環形輸送帶安裝到機架上)。安裝拉緊滾筒時,需將拉緊裝置調至最松位置,以便安裝凹弧段壓輪和凹弧托輥、凸弧托輥。
3.8安裝凹弧段壓輪和凹弧托輥、凸弧托輥及上卜擋輥。托輥及擋輥安裝完畢后調整拉緊裝置,初步張緊輸送帶,在拉緊裝置調整范圍內皮帶能張緊,則可將機尾固定焊死,拉緊裝置調至最緊處皮帶仍松時,需將機尾后移重新固定。
大傾角皮帶輸送機安裝控制的重點有兩個:
1、頭尾架,凹凸弧段機架的安裝定位(三要素:水平,標高,中心線),焊接,對于安裝過程中驅動滾筒、尾部滾筒、凹凸弧段機架滾筒的水平,標高、中心線要嚴格控制,并做詳細記錄。
2、大傾角波紋擋邊環形帶的吊裝 。
大傾角皮帶輸送機擋邊皮帶跑偏調好后,開始安裝密封罩、頭部護罩、緊固螺栓、打磨刷油。
以上就是坤威機械為大家整理《大傾角皮帶輸送機安裝施工要點分析》的全部內容了,(以上內容僅供參考,具體情況需要具體分析,并不適用于所有現場。如有問題概不負責。)如果想了解更多關于輸送機的知識,請撥打我們的電話進行聯系吧
本文標題:大傾角皮帶輸送機安裝施工要點分析
本文作者:河南坤威機械制造有限公司
上一篇:大傾角擋邊帶式輸送機的應用及特點
下一篇:大傾角輸送機的角度設計及結構原理