24小時咨詢熱線:
18836269550
近期相信大家都對“「輸送帶」強度標準以及跑偏如何調”這個話題比較感興趣,要想知道這個話題答案,那么我們首先要了解一些與之相關的內容,坤威機械的小編精心整理了該話題的相關內容,那么下面就讓坤威機械的小編帶大家一起了解一下吧!
輸送帶強度標準:
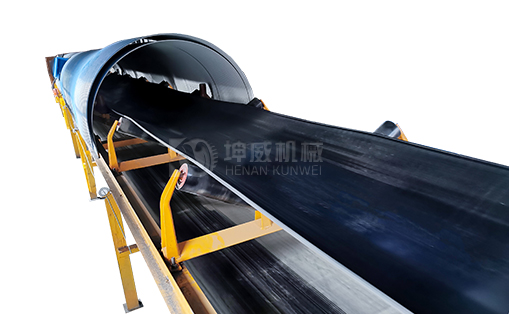
輸送帶:覆蓋層:拉伸強度不小于15Mpa,扯斷伸長度不小于350%,磨耗量≤200mm3,層間粘合強度縱向試樣平均值布層間不小于,覆蓋膠與布層間不小于,全厚度縱向扯斷伸長率不小于10%,全厚度縱向參考力伸長率不大于%
輸送帶:覆蓋層:拉伸強度不小于15Mpa,扯斷伸長度不小于350%,磨耗量≤200mm3,層間粘合強度縱向試樣平均值布層間不小于,覆蓋膠與布層間不小于,全厚度縱向扯斷伸長率不小于10%,全厚度縱向參考力伸長率不大于4%,覆蓋膠采用橡塑共混,骨架國標級別拉力強度系數,可以搭接成環形。
輸送帶跑偏怎么調:
1落料口位置不正確
空轉正常,加上負載就跑偏。這可能是由于物料落點不在輸送帶中間,分布偏向一側,帶受偏心力跑偏。改變落料口處擋板的位置或結構,使落料位于輸送帶中間。
2張緊不當
空轉時跑偏,而加上物料后跑偏減弱或正常。這是輸送帶松弛或初張力過大造成的。張力過大,運轉時輸送帶跳離托輥產生漂浮擺動;張力過小,滾筒與帶之間的摩擦力減小,帶縱向前進的動力下降,橫向移動的阻力減小,造成跑偏。可采取適當添減配重力解決。對螺旋張緊或液壓張緊的帶式運輸機可采取調整張緊行程解決。
3托輥安裝不當
輸送帶安裝位置與輸送機中線的垂直度誤差較大時,托輥運轉的速度與膠帶運行的速度不平行,可分解為一個水平速度和縱向速度,水平速度帶動輸送帶水平運動,縱向速度使膠帶橫向移動,從而導致了跑偏。跑偏的方向與承載托輥組的傾斜位置有關。這可通過調整托輥位置進行排除,也可通過安裝調心托輥組進行消除。
4輸送帶跑偏怎么調
頭部驅動滾筒或尾部改向滾筒的軸線,與輸送機中線不垂直導致滾筒偏斜時,輸送帶在滾筒兩側的松緊度不一致,沿寬度方向上所受牽引力也不一致,輸送帶就向緊的一側移動跑偏。可調整滾筒軸承座前后位置。如頭部滾筒向右側跑偏,則右側軸承座應當向前移動;左側跑偏,則左側軸承座應當向前移動;尾部滾筒的調整方法與頭部滾筒剛好相反。當跑偏嚴重時,就要對機架重新安裝。
5輸送帶存在質量缺陷
輸送帶制造質量差,內部抗拉材料布置不均勻,或者邊緣磨損嚴重,輸送帶張力合成中線與輸送帶帶幾何中線不重合,或者使用時間過長,發生塑性變形,出現表面彎曲不直,輸送帶兩邊長短不一,受到的拉力不一致,造成跑偏位置不固定。修補或更換膠帶即可。
6接頭不當
輸送帶運轉時,跑偏處在接頭處。接頭轉到哪,跑偏就發生在哪。因輸送帶接頭兩端不齊、皮帶扣釘歪,或者輸送帶切口同帶端不垂直,輸送帶受到的拉力不均勻造成的。將輸送帶接口切正,重新接頭或重打皮帶扣。
以上就是坤威機械為大家整理《「輸送帶」強度標準以及跑偏如何調》的全部內容了,(以上內容僅供參考,具體情況需要具體分析,并不適用于所有現場。如有問題概不負責。)如果想了解更多關于輸送機的知識,請撥打我們的電話進行聯系吧
本文標題:「輸送帶」強度標準以及跑偏如何調
本文作者:河南坤威機械制造有限公司
上一篇:傳動滾筒出現裂紋的原因分析
下一篇:「輸送帶」修補條以及爬坡的組成